Le 15 Mai 2026
Retour à la réalité
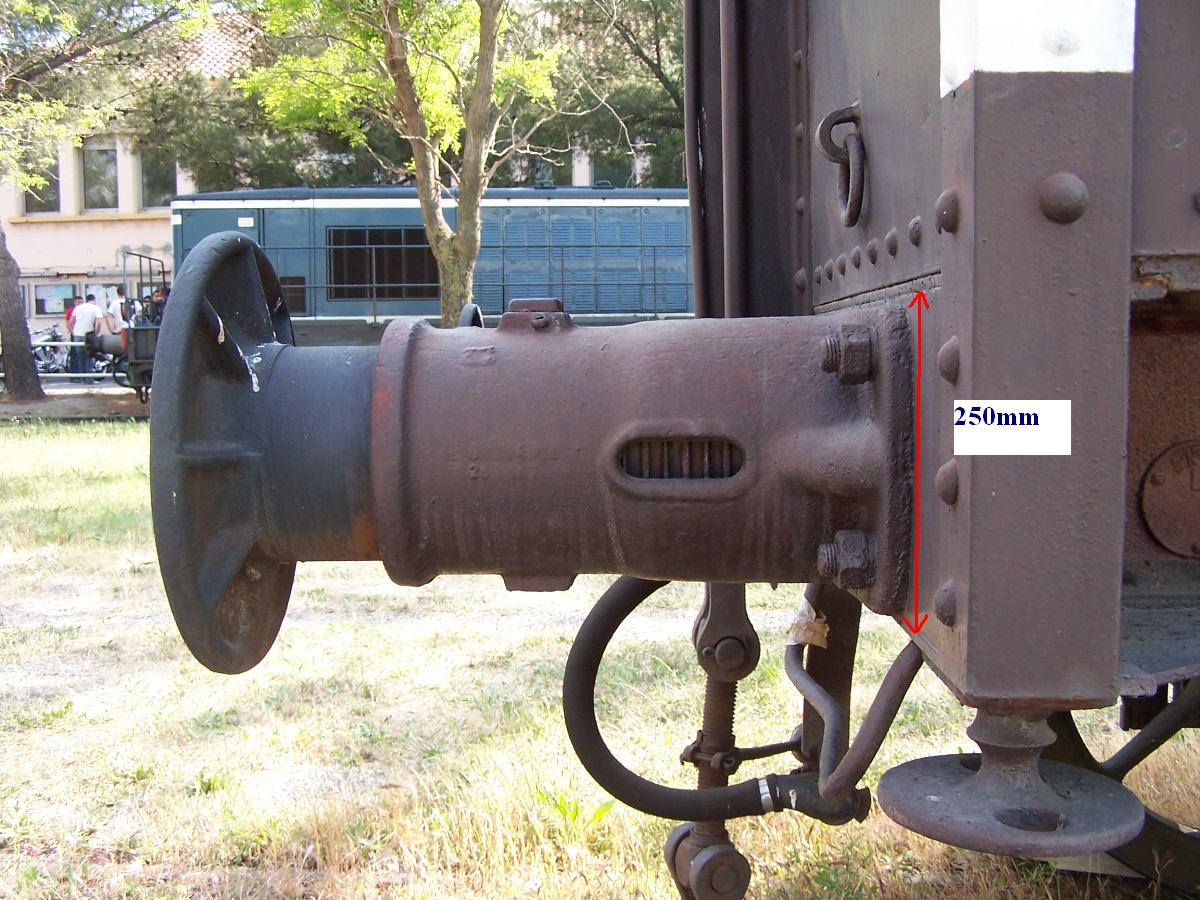
Avant d’attaquer la conception de nouveaux tampons pour nos modèles réduits en HO, il n’est pas inutile, pour le moins, de revenir à l’original et de se documenter solidement.
Les trois photos montrées ici nous ont été fournies par © Joseph Barbaux, merci à lui !
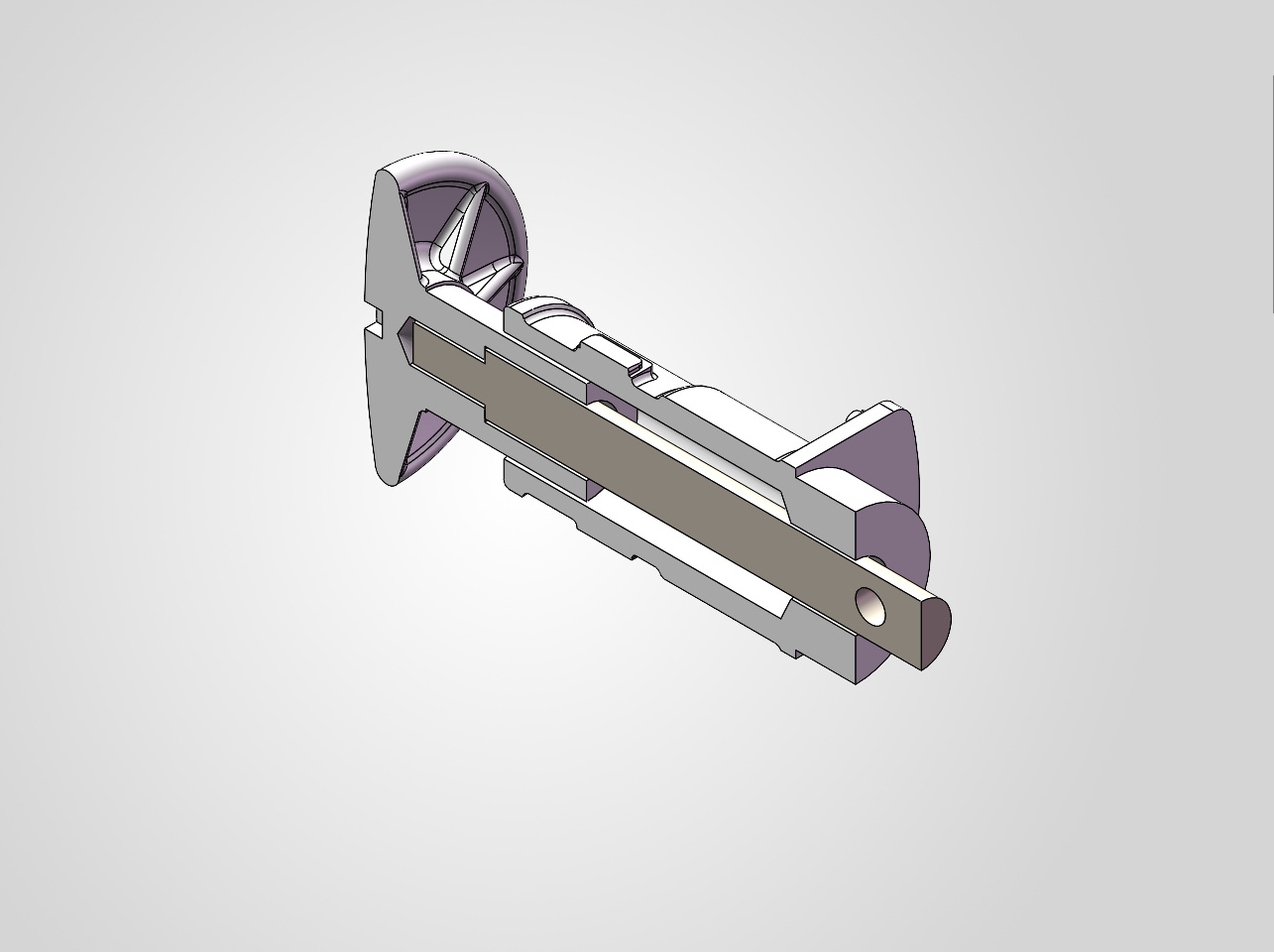
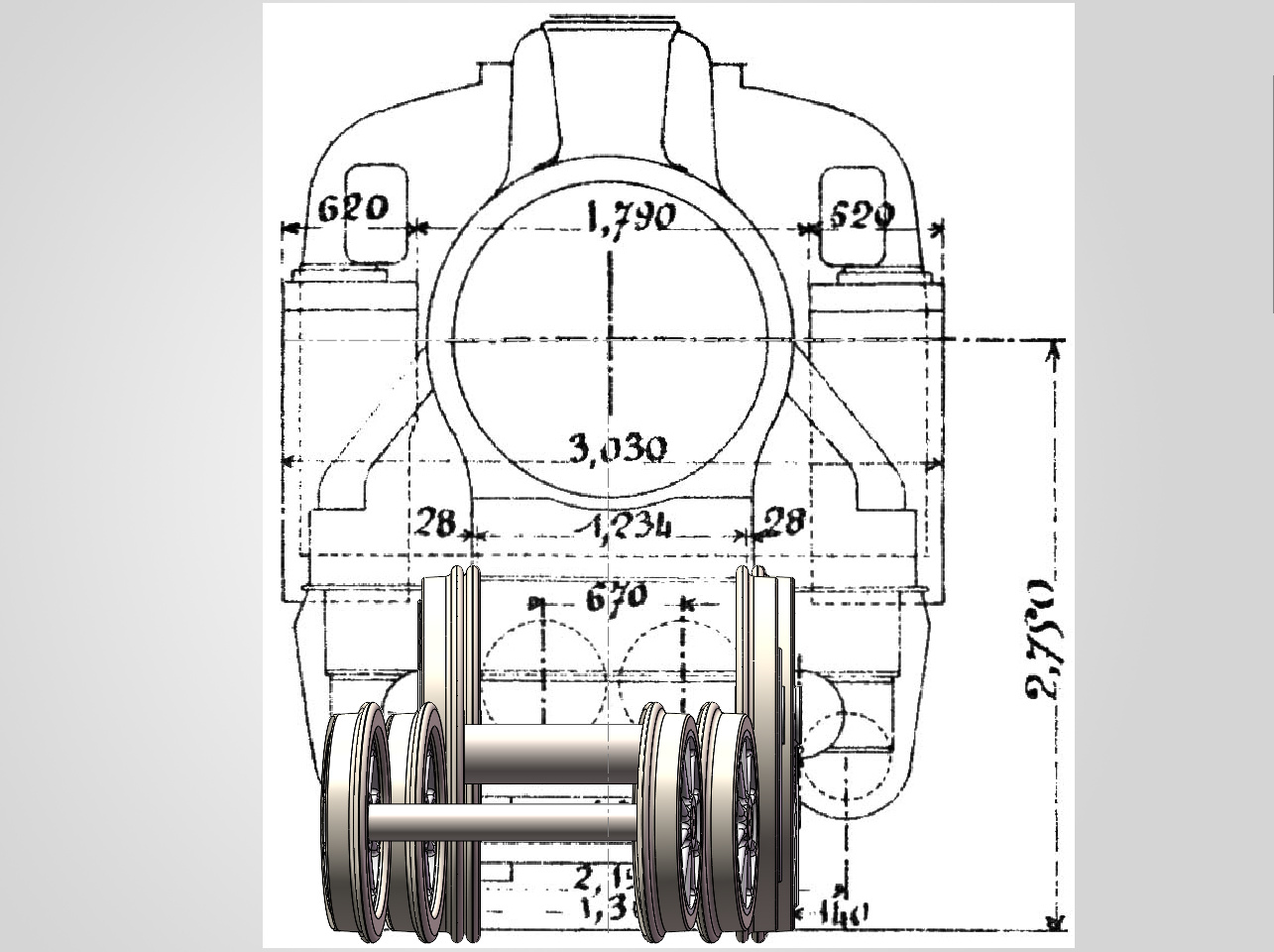
Un tampon est d’abord un objet élastique selon un axe longitudinal parallèle au plan médian de l’engin à équiper, la position de cet axe étant déterminée par les normes.
Le tampon est muni d’un plateau, organe de choc lui aussi normalisé, et d’un élément élastique laissant à ce plateau les degrés de libertés souhaités par rapport à la caisse de l’engin.
Le tampon réel doit donc être résistant et élastique, avec des valeurs données de choc et de constante de raideur.
Le tampon est interchangeable à l’époque considérée, ce qui n’a pas toujours été le cas, un graisseur assure le fonctionnement à long terme ; il peut aussi être décoré mais son aspect est semi-brillant de graisse pour la partie en mouvement, tapé vers le centre du plateau et les parties fixes sont peintes.
Dans le cadre de notre Guide du Militant, nous vous proposons sur cette nouvelle page une approche
Avant d’attaquer la conception de nouveaux tampons pour nos modèles réduits en HO, il n’est pas inutile, pour le moins, de revenir à l’original et de se documenter solidement.
Les trois photos montrées ici nous ont été fournies par © Joseph Barbaux, merci à lui !
Un tampon est d’abord un objet élastique selon un axe longitudinal parallèle au plan médian de l’engin à équiper, la position de cet axe étant déterminée par les normes.
Le tampon est muni d’un plateau, organe de choc lui aussi normalisé, et d’un élément élastique laissant à ce plateau les degrés de libertés souhaités par rapport à la caisse de l’engin.
Le tampon réel doit donc être résistant et élastique, avec des valeurs données de choc et de constante de raideur.
Le tampon est interchangeable à l’époque considérée, ce qui n’a pas toujours été le cas, un graisseur assure le fonctionnement à long terme ; il peut aussi être décoré mais son aspect est semi-brillant de graisse pour la partie en mouvement, tapé vers le centre du plateau et les parties fixes sont peintes.
Dans le cadre de notre Guide du Militant, nous vous proposons sur cette nouvelle page une approche