Réducteur à trois étages
- Commander : Réducteur Isovap , Variante oscillante .
- Télécharger : Notice .
- Sur cette page : Présentation , Montage , Finitions , Variante oscillante .
Le réducteur à trois étages Isovap : présentation
Le système Isovap ne serait pas complet sans un réducteur de conception sûre qui permette de motoriser une locomotive à vapeur, facilitant aussi la conception de vos montages personnels.
Basé sur les réducteurs High-Level Kits dont nous reprenons les pignons, notre construction permet d'installer un essieu monté et le positionne au contact de la portée cylindrique des paliers Isovap au fond du logement dans les flancs.
Les rapports de réduction possibles sont les mêmes que pour les réducteurs High-Level Kits, les distances entre axes sont de 6 mm.
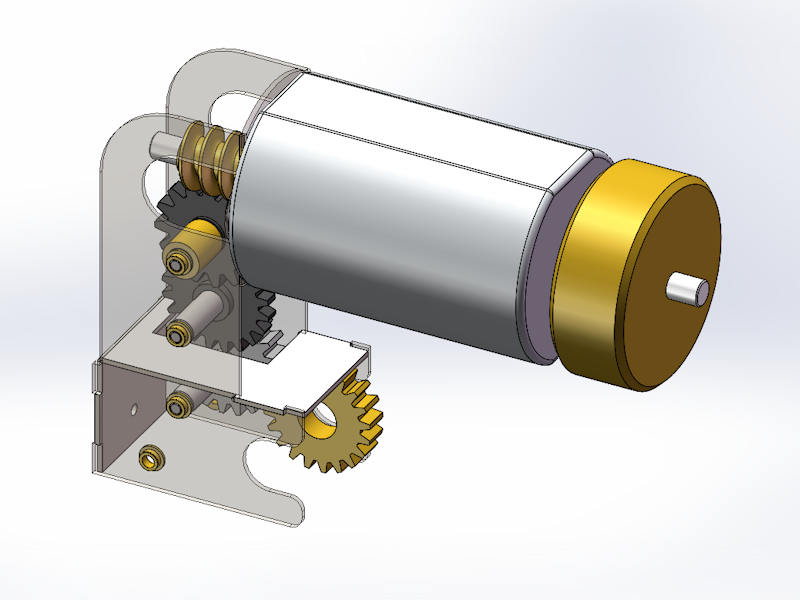
Nous substituons le corps gravé et les axes d'origine par nos axes, paliers et gravures ; ainsi, ce réducteur large de 10.6 mm et long de 15 mm entre les longerons atteint la précision et le roulement voulus.
Les deux écrous soudés 90001U permettent de régler la position longitudinale du réducteur entre les longerons au milieu du jeu des glissières de vos paliers fixes.
Nous substituons le corps gravé et les axes d'origine par nos axes, paliers et gravures ; ainsi, ce réducteur large de 10.6 mm et long de 15 mm entre les longerons atteint la précision et le roulement voulus.
Les deux écrous soudés 90001U permettent de régler la position longitudinale du réducteur entre les longerons au milieu du jeu des glissières de vos paliers fixes.
Montage du corps
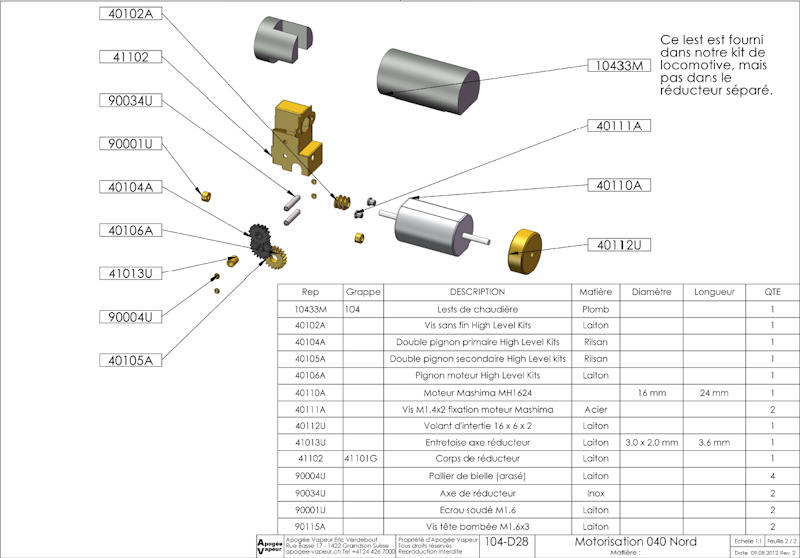
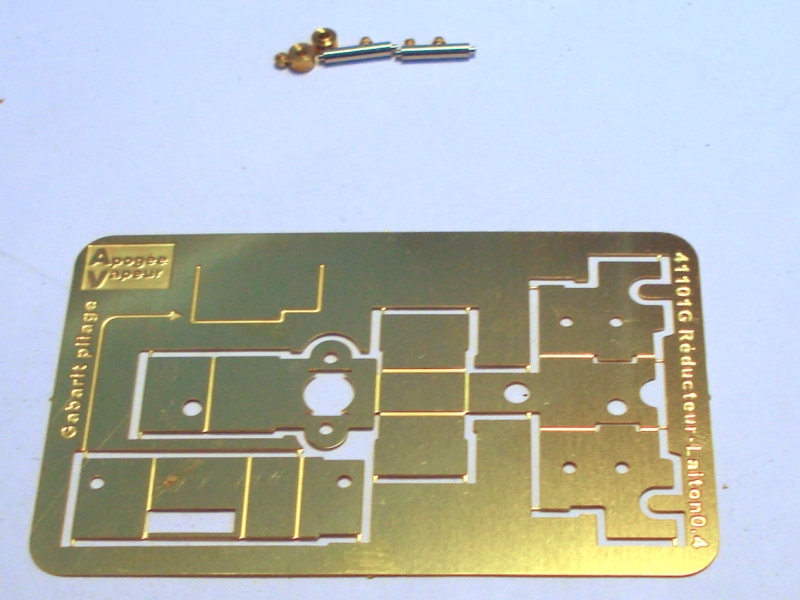
Le kit comprend essentiellement une gravure, un moteur Mashima MH1624 et quelques pièces mécaniques de base.
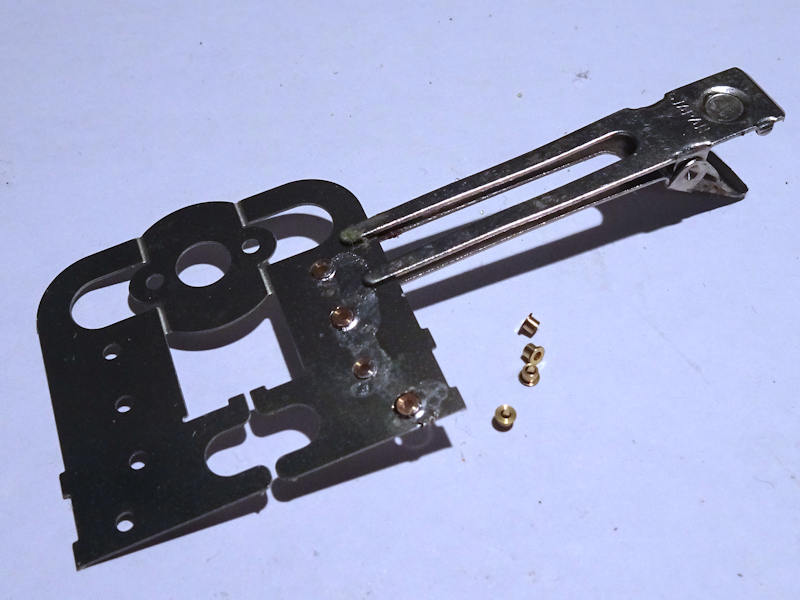
Avant de dégrapper le corps du réducteur, insérer les pièces de roulement et de fixation depuis la face de la gravure comprenant les écritures : quatre paliers 90004U et deux écrous à souder 90001U.
Avant de dégrapper le corps du réducteur, insérer les pièces de roulement et de fixation depuis la face de la gravure comprenant les écritures : quatre paliers 90004U et deux écrous à souder 90001U.
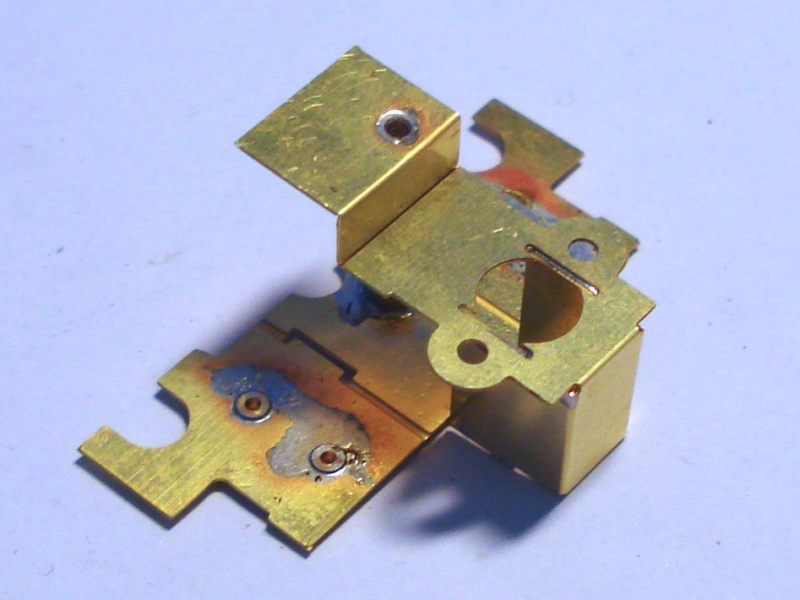
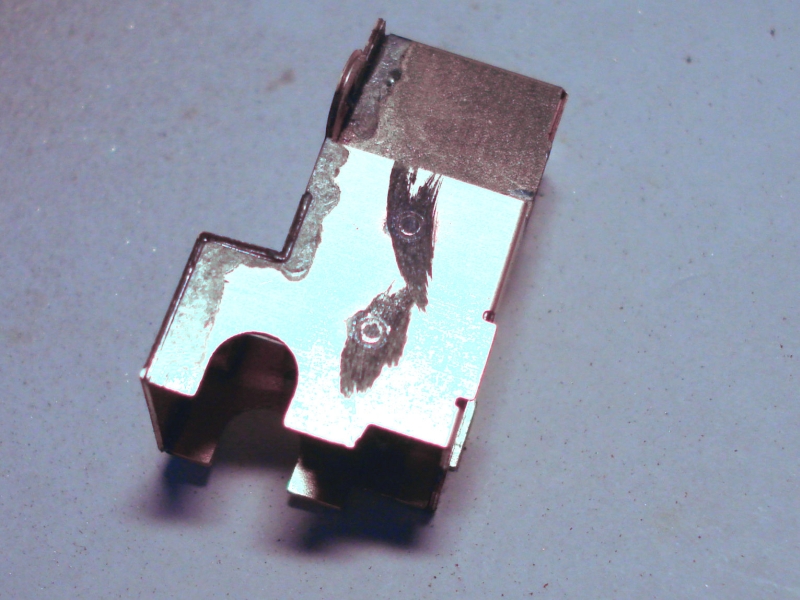
Plier les quatre faces entourant la vis sans fin : deux côtés (photo de gauche) puis les faces avant et arrière (photo de droite).
Assurer tous les plis d'un cordon de soudure fermant les quatre arêtes de la boîte.
Assurer tous les plis d'un cordon de soudure fermant les quatre arêtes de la boîte.
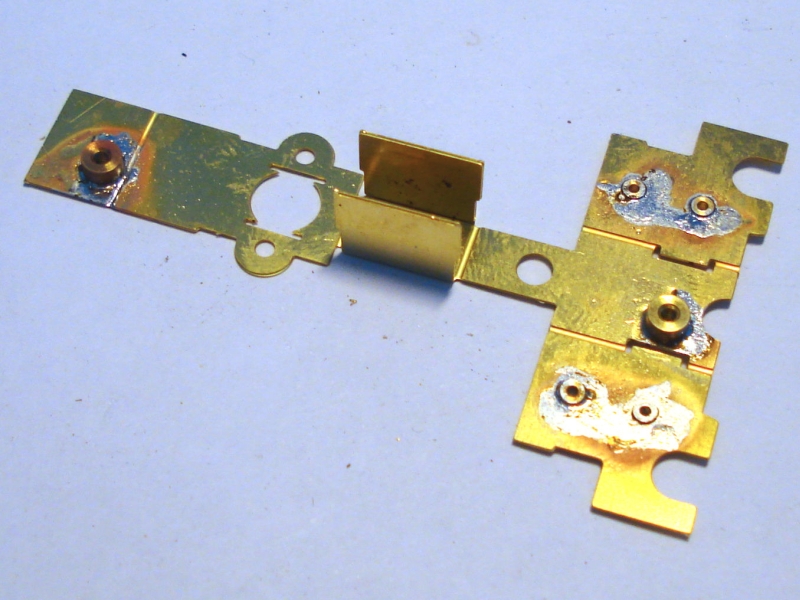
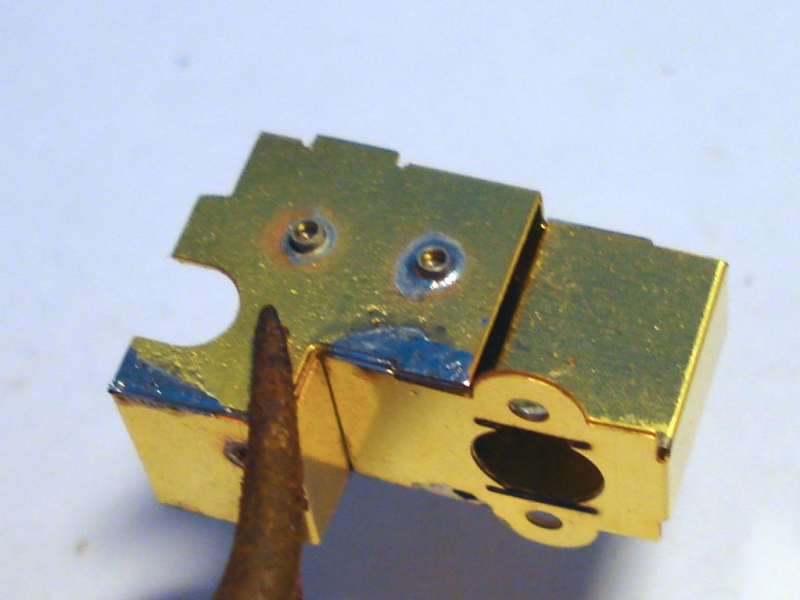
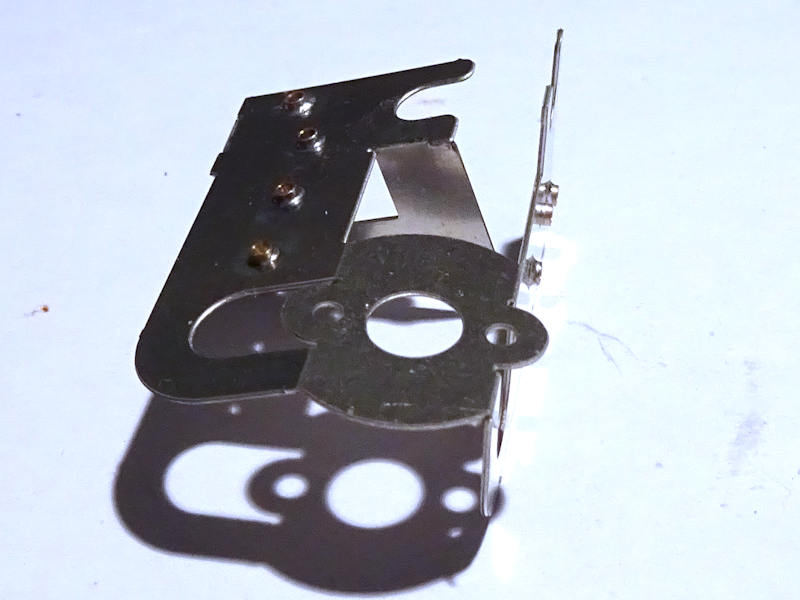
Plier et contre-plier le redan de la face avant comme on le voit ici.
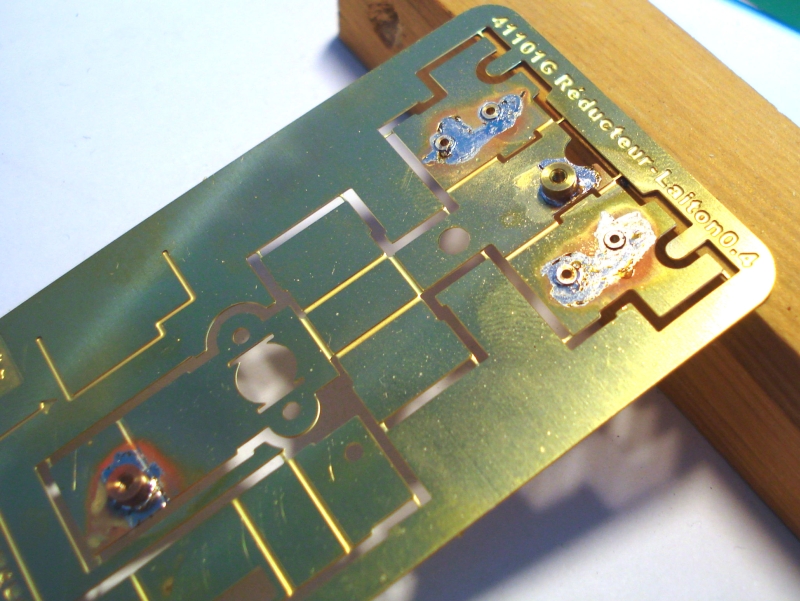
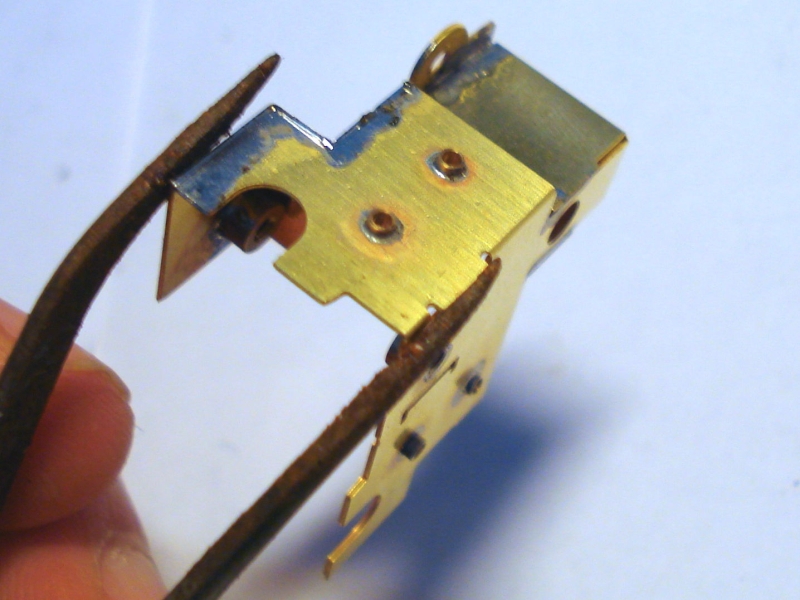
Observer le placement des écrous à souder : ceux-ci sont décalés par rapport au plan milieu, de manière à dégager le centre pour le passage des pignons.
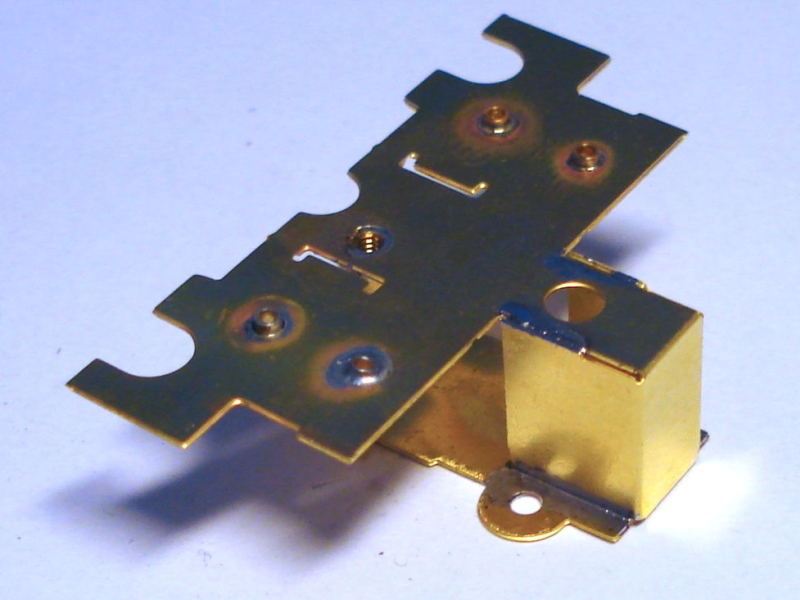
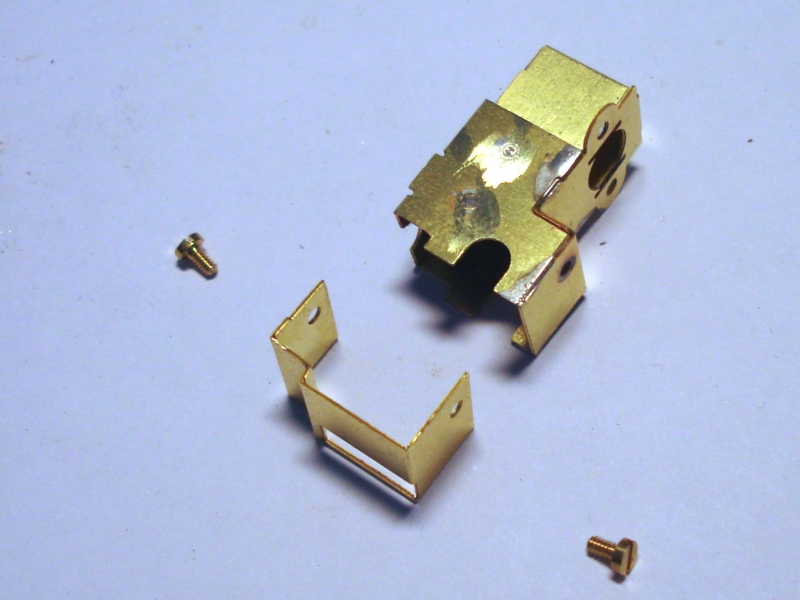
Plier le flanc que l'on voit à l'avant de la photo de gauche, c'est celui opposé aux écrous soudés.
Assurer le flanc avec un cordon de soudure.
Le redan rend votre montage très rigide.
Observer le placement des écrous à souder : ceux-ci sont décalés par rapport au plan milieu, de manière à dégager le centre pour le passage des pignons.
Plier le flanc que l'on voit à l'avant de la photo de gauche, c'est celui opposé aux écrous soudés.
Assurer le flanc avec un cordon de soudure.
Le redan rend votre montage très rigide.
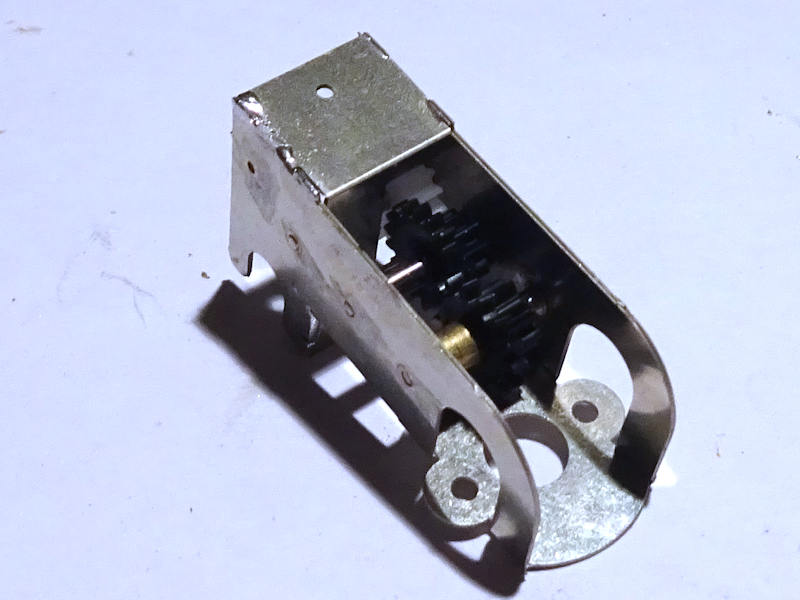
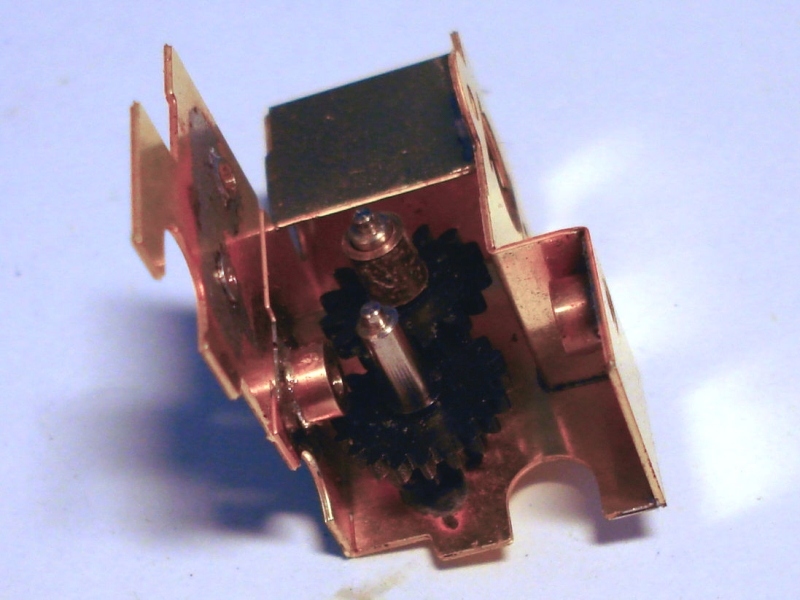
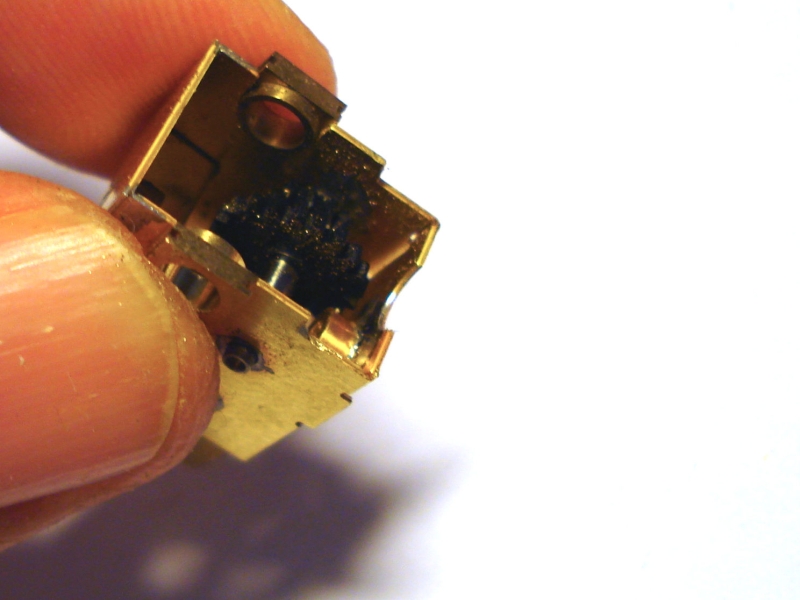
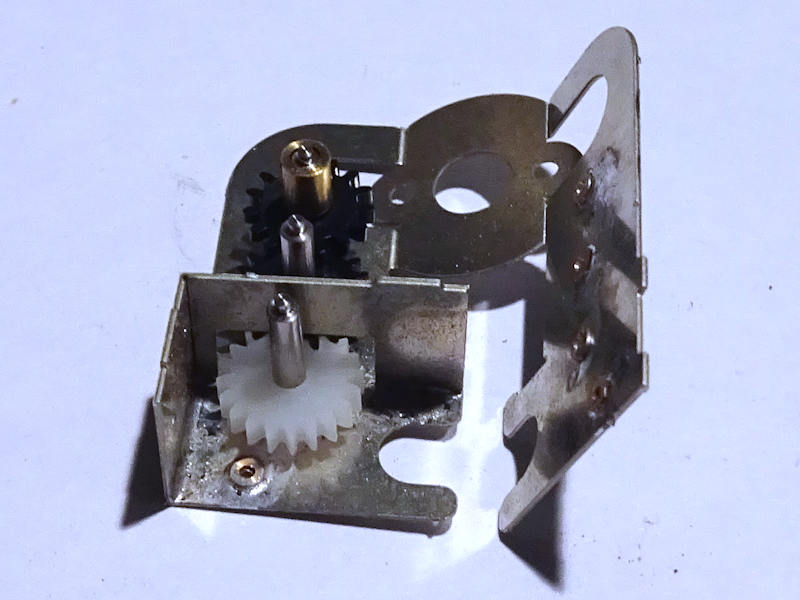
Vérifier que les deux pignons injectés ne comportent pas de bavure gênante.
Insérer le premier étage de réduction : un axe 90034U, le pignon primaire 15 dents + 10 dents avec la denture à 10 dents d'abord, puis une entretoise 41013U.
Ensuite, un second axe 90034U, puis le pignon secondaire 20 dents + 10 dents avec les 10 dents d'abord.
Plier l'autre flanc jusqu'à insérer les axes, vérifiez la rotation et soudez rapidement.
Insérer le premier étage de réduction : un axe 90034U, le pignon primaire 15 dents + 10 dents avec la denture à 10 dents d'abord, puis une entretoise 41013U.
Ensuite, un second axe 90034U, puis le pignon secondaire 20 dents + 10 dents avec les 10 dents d'abord.
Plier l'autre flanc jusqu'à insérer les axes, vérifiez la rotation et soudez rapidement.
Finition et montage du moteur
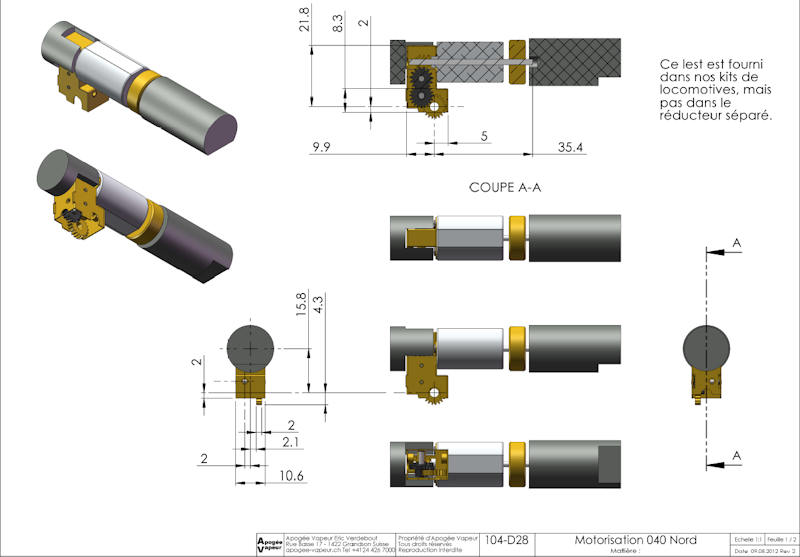
Les paliers Isovap ont une portée cylindrique bien utile pour positionner le réducteur précisément : cette portée doit glisser sans jeu jusqu'au fond des deux rainures pratiquées dans les flancs.
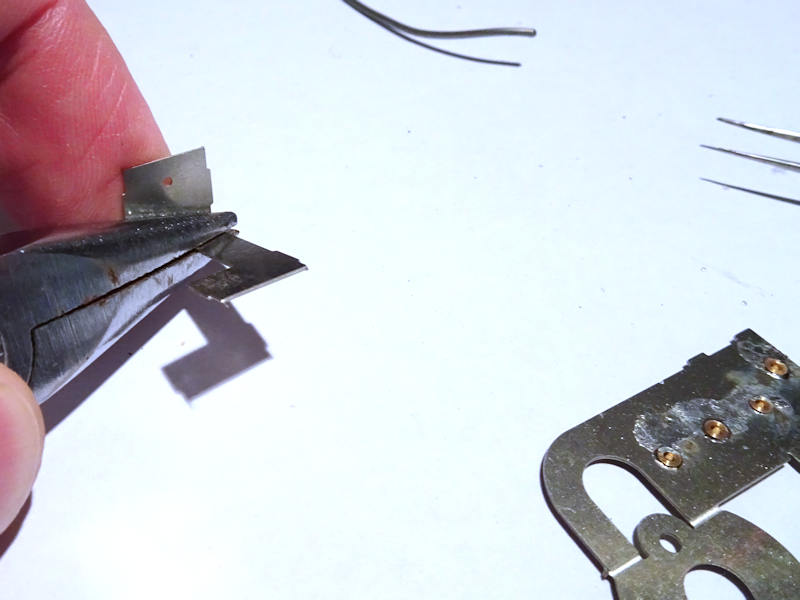
Selon l'écartement des longerons du châssis, et en tout cas dans les kits et transkits de notre fabrication, il faut araser la partie des paliers qui dépasse des flancs pour pouvoir insérer le réducteur.
Nous utilisons un disque diamanté.
Selon l'écartement des longerons du châssis, et en tout cas dans les kits et transkits de notre fabrication, il faut araser la partie des paliers qui dépasse des flancs pour pouvoir insérer le réducteur.
Nous utilisons un disque diamanté.
Dans nos montages, l'essieu moteur est arrêté par le fond du châssis.
Si votre montage ne prévoit pas ce fond, vous pouvez former et monter celui de la gravure : il arrêtera bien les paliers.
Ce réducteur est prévu pour un moteur de 16 mm de diamètre, avec deux vis de fixation distantes de 10 mm.
Le jeu est réglé au montage du moteur, en interposant une feuille de papier à cigarette entre la vis sans fin et le pignon mené.
Si votre montage ne prévoit pas ce fond, vous pouvez former et monter celui de la gravure : il arrêtera bien les paliers.
Ce réducteur est prévu pour un moteur de 16 mm de diamètre, avec deux vis de fixation distantes de 10 mm.
Le jeu est réglé au montage du moteur, en interposant une feuille de papier à cigarette entre la vis sans fin et le pignon mené.
Nettoyez soigneusement votre montage au bac à ultrasons, séchez-le parfaitement puis brunissez les parties en laiton. Graissez tous les pignons, et en quelques quarts d'heure votre réducteur est prêt à poser ! Vous remonterez le moteur une fois votre châssis parfaitement fonctionnel et sans point dur.
Variante oscillante
Nous en avions besoin pour le poisson d'avril mai juin 2020, que nous ne pourrons hélas pas finaliser dans les temps pour cause de confinement.
Il eut fallu que nous puissions accéder une heure ou deux à la graveuse laser que nous utilisons, ce n'est donc que partie remise.
Cette nouvelle motorisation est une variante de notre réducteur à trois étages et se base sur la même nomenclature, sauf pour la gravure et l'introduction d'un nouveau pignon intermédiaire.
Il eut fallu que nous puissions accéder une heure ou deux à la graveuse laser que nous utilisons, ce n'est donc que partie remise.
Cette nouvelle motorisation est une variante de notre réducteur à trois étages et se base sur la même nomenclature, sauf pour la gravure et l'introduction d'un nouveau pignon intermédiaire.
Voici un extrait de la notice pour meubler ces jours de confinement...
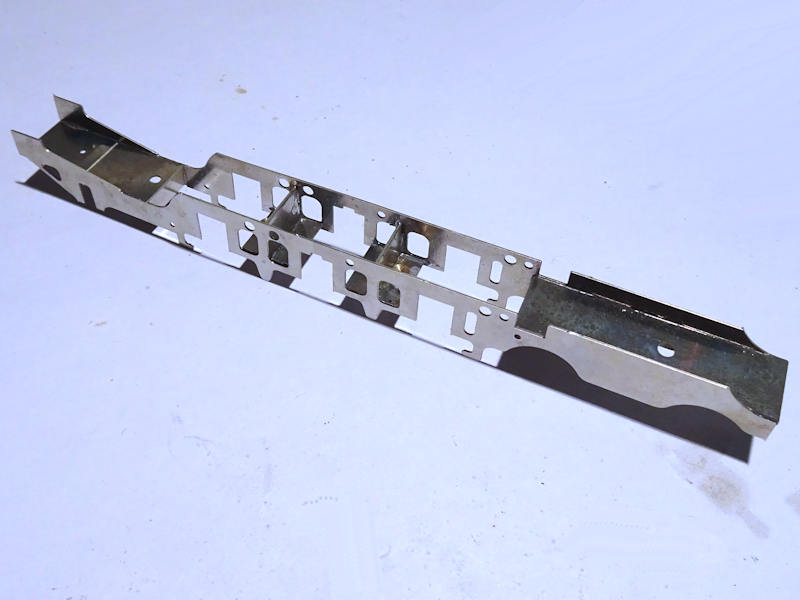
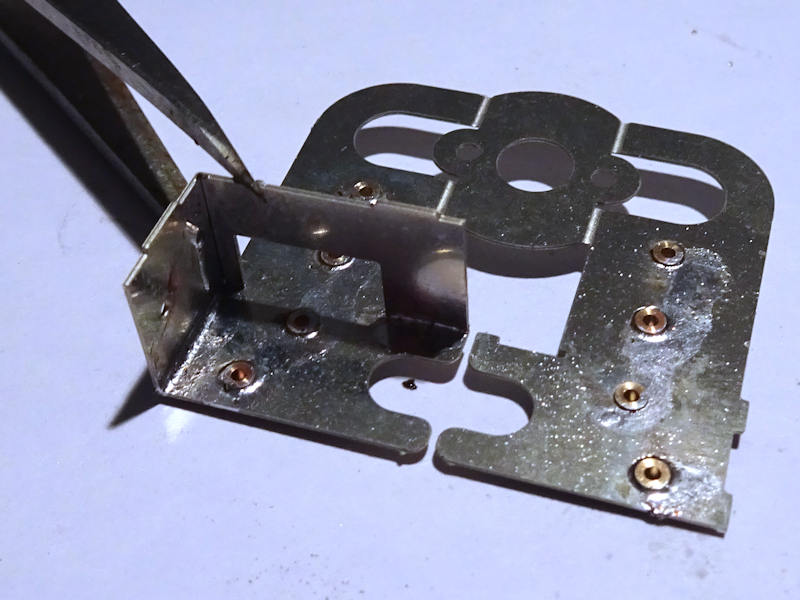
Le montage est donc très similaire entre les deux réducteurs : on commence par souder les huit paliers sur la face interne des.flancs.
Plier l'entretoise de rigidification et la souder sur un flanc.
Araser la partie des paliers qui dépasse à l'extérieur du réducteur : nous utilisons un disque diamanté, vous pouvez employer une lime douce mais c'est bien plus long...
Contrairement à ce que montre l'image suivante, mieux vaut araser les flancs à plat avant pliage.
Le montage est donc très similaire entre les deux réducteurs : on commence par souder les huit paliers sur la face interne des.flancs.
Plier l'entretoise de rigidification et la souder sur un flanc.
Araser la partie des paliers qui dépasse à l'extérieur du réducteur : nous utilisons un disque diamanté, vous pouvez employer une lime douce mais c'est bien plus long...
Contrairement à ce que montre l'image suivante, mieux vaut araser les flancs à plat avant pliage.
Attention à ce que la portée des paliers soit bien nette à la fin de cette opération, les axes de réducteur doivent entrer juste.
Amorcer le pliage des flancs sur la face de contact du moteur, ce qui évitera les gestes inconsidérés quand les axes seront juste insérés composants empilés.
Placer les étages depuis l'essieu mené :
- Un axe 90034U + pignon 20 dents 90042U,
- Un axe 90034U + pignon 40104A,
- Un axe 90034U + pignon primaire 40105A + entretoise 41013U.
Amorcer le pliage des flancs sur la face de contact du moteur, ce qui évitera les gestes inconsidérés quand les axes seront juste insérés composants empilés.
Placer les étages depuis l'essieu mené :
- Un axe 90034U + pignon 20 dents 90042U,
- Un axe 90034U + pignon 40104A,
- Un axe 90034U + pignon primaire 40105A + entretoise 41013U.
Terminer le pliage en insérant l'autre portée des axes de réducteur dans les paliers de l'autre flanc, vérifier les équerrages.
Vérifier que tous les pignons s'engrènent correctement et tourne de manière libre.
Souder l'entretoise de rigidification sur l'autre flanc, nettoyer à fond (savon, ultra-sons, séchage).
Huiler toutes les parties mobiles.
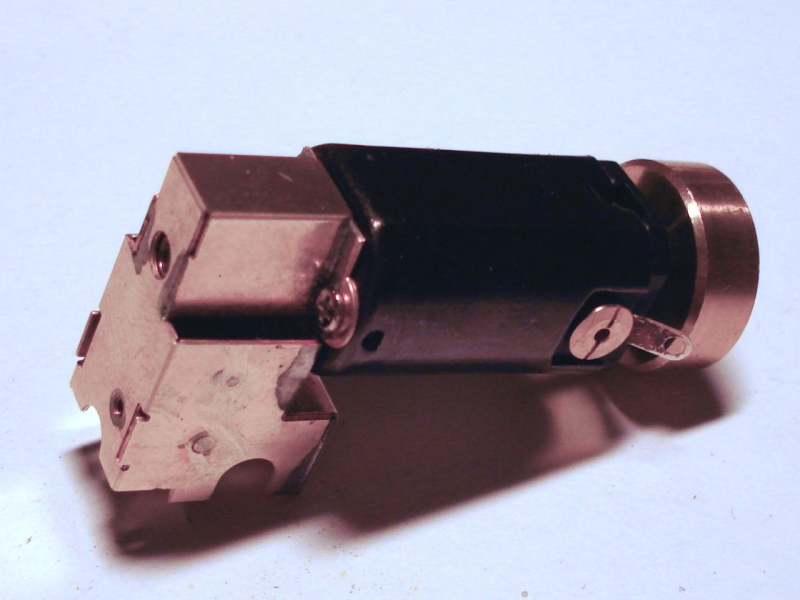
Votre réducteur est prêt au montage, mais comme on le voit sur ce montage de notre transkit interne de PO 4500, ceci est une autre histoire : nous y reviendrons !
Vérifier que tous les pignons s'engrènent correctement et tourne de manière libre.
Souder l'entretoise de rigidification sur l'autre flanc, nettoyer à fond (savon, ultra-sons, séchage).
Huiler toutes les parties mobiles.
Votre réducteur est prêt au montage, mais comme on le voit sur ce montage de notre transkit interne de PO 4500, ceci est une autre histoire : nous y reviendrons !